
- Modellszám: VK-SCC
- Alkalmazható palack magasság: 60-380 mm
- Alkalmazható palacknyak átmérő: 16-50mm
- Motor feszültség: 220V (testreszabható)
- Motor teljesítmény: 0,37kw
- Gyártási kapacitás: 1200-1500 palack/óra
- Gép mérete: 600*210*900mm
- Csomagolás: Fa karton
- A gép súlya: 140 kg
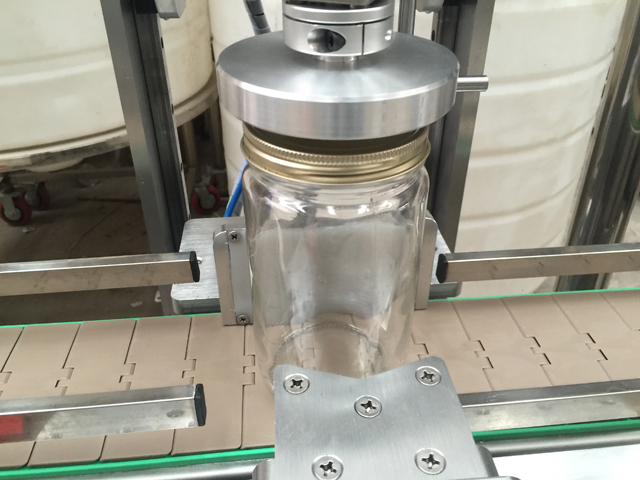
Berendezések egyfejű kupakoló gép áttekintése
Rozsdamentes acél anyagból készült, a gép korrózióálló és könnyen tisztítható. Kompakt szerkezeti kialakításának köszönhetően kis alapterületet foglal el. Ezzel szemben nagy hatékonysággal és megbízhatósággal ez egy magas automatizálású gép, amelyhez csak egy kezelőszemélyzet szükséges. Ez egy automatikus töltő- és lezáró berendezés, amely egyesíti a mechanizmust, az elektromosságot és a pneumatikát.
Műszaki paraméterek
- Modellszám: VK-SCC
- Alkalmazható palack magasság: 60-380 mm
- Alkalmazható palacknyak átmérő: 16-50mm
- Motor feszültség: 220V (testreszabható)
- Motor teljesítmény: 0,37kw
- Gyártási kapacitás: 1200-1500 palack/óra
- Gép mérete: 600*210*900mm
- Csomagolás: Fa karton
- A gép súlya: 140 kg
(Megjegyzés: A gépet a dolgozó kezével táplálja be az edények kupakjaihoz; opcionálisan választható az automatikus kupakadagoló rendszer, amelynek képei az alábbiak szerint láthatók)

Berendezés telepítés
A géphez nincs szükség előre betemetett horgonycsavarokra. Kicsomagolás után helyezze az egész gépet szilárd és sík padlóra, majd állítsa be a gép lábcsavarjának magasságát.
Használjon szintmérőt a dőléskorrekcióhoz, hogy minden láb egyenletes teherbírású legyen. A beállítások elvégzése után csatlakoztassa és rögzítse jól a vízbevezető tömlőt, a hulladéklevezető tömlőt, a tápegységet és a levegőforrást.

Használat és működés (panelfunkciók)

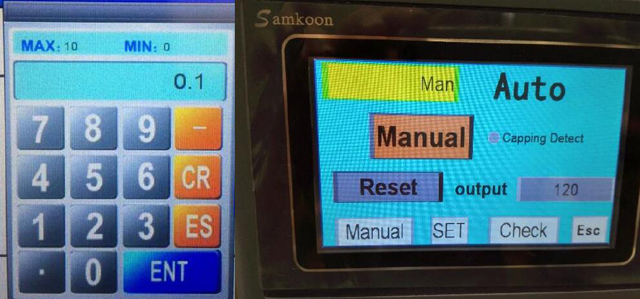
1. Kapcsolja be a főkapcsolót és a készülékház jobb oldalán található kapcsolót, majd az ember-számítógép interfész az alábbi módon jeleníti meg az indítóképernyőt:
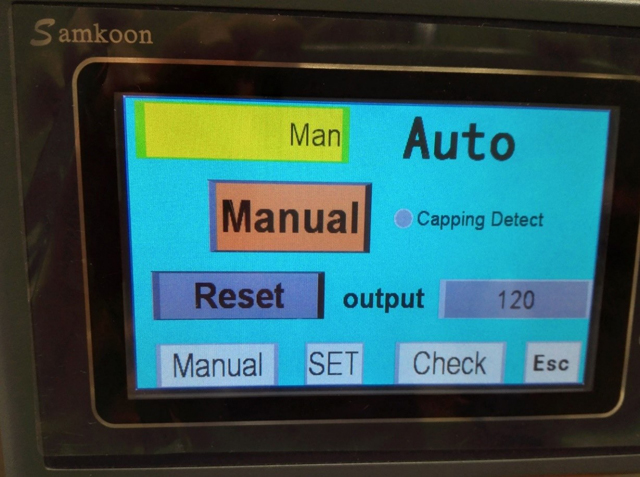
2. Kattintson az egyik ikonra, és a képernyő az alábbira tolódik:
3.0 Kattintson a SET gombra, hogy belépjen az alábbi képernyőre:
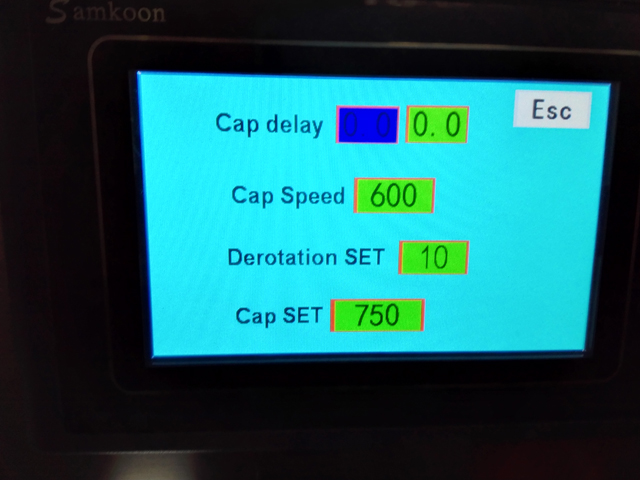
3.1 Lezárási késleltetés azt jelenti, hogy a palack érzékelésekor a késleltetés elindul a következő mozgásig. Hozzáteszi a kényelmet a különböző méretű palackok beállításához.
3.2 A zárósebesség a zárómotor forgási sebessége. A záróbeállítás az impulzusértéket jeleníti meg, amely a lefedési időt és a lezárási pozíciót mutatja. A kupakolás munkafolyamata a palack levágása – a kupakolás-záró helyzet újraindul – a palack levágása. Ha a Csökkentő késleltetés értéke 0, az azt jelenti, hogy nincs késleltetés beállítva.
4.0 Kattintson a megfelelő számjegydobozra a paraméterek jobb oldalán, és az alatta paraméterbeállító képernyők jelennek meg, ahol a CR a törlésre, az ES a meglévőre és az Enter a megerősítésre. Ha a Kézi gombra kattint, az üzemmód automatikus módba vált, és a gép automatikusan elindul.
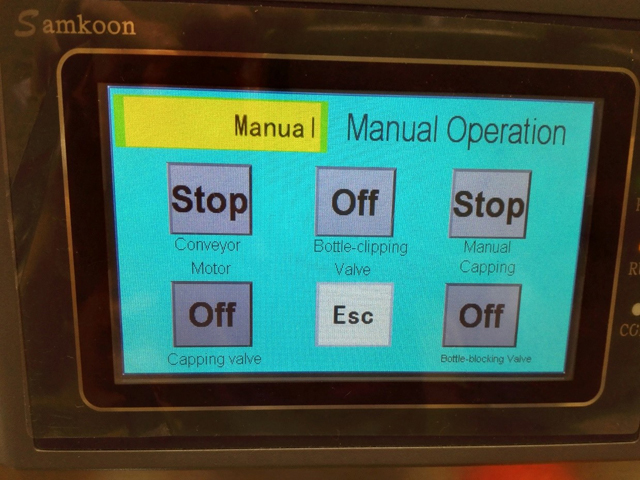
5.0 Térjen vissza a menüképernyőre, és kattintson a Kézi elemre a képernyő alján, hogy belépjen az alábbi képernyőre. Ha külön kézi műveletekre van szükség, kattintson a megfelelő kapcsolókra a folytatáshoz.
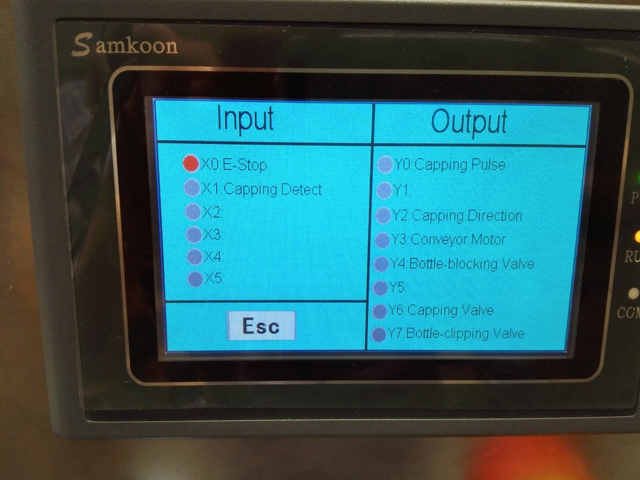
6.0 Térjen vissza a menüképernyőre, és kattintson az Ellenőrzés gombra, hogy belépjen az alábbi képernyőre. Ha a jelzőfény világít, azt mutatja, hogy a PLC megfelelő bemenete rendelkezik jelbemenettel. Lásd az alábbi képernyőt:
Munkafolyamat
| A gép indítása előtt | Az érintőképernyő az indítóképernyőt jeleníti meg | |
| Válasszon nyelvet | A képernyő menüképernyőre vált | |
| Kattintson a Kézi elemre a képernyő alján | A képernyő kézi üzemmódra vált | Kézi futás közben üzembe helyezés közben kattintson a megfelelő számra a billentyűzeten |
| Kattintson az Automatikus gombra | A képernyő automatikus módba kapcsol | Kattintson az Automatikus indítás gombra, és minden eljárás elindul |
| Kattintson a vészleállítás gombra | Vészleállás alatt | Nyomja meg a vészleállítót, ha a gyártás során bármilyen rendellenesség lép fel, és nyomja meg újra, ha a rendellenességek megszűntek |
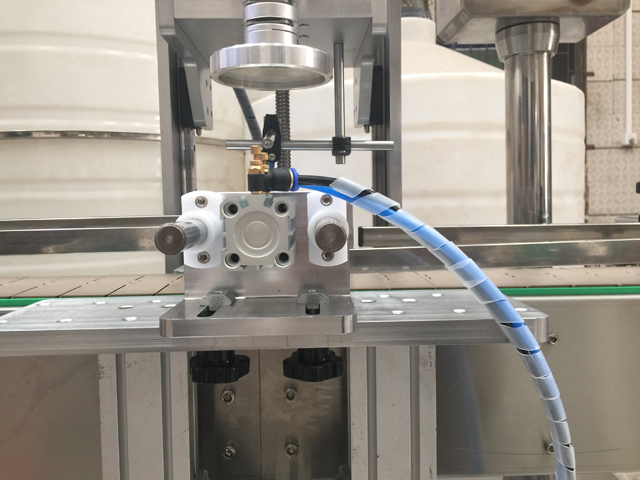
| Palackvágó beüzemelés | A szállítószalag két oldalán csavarok találhatók a palackszorító henger rögzítéséhez. Ha az M8 hatlapú anyacsavar és a csillagfogantyú meglazult, előre-hátra mozgatható, hogy a palackot a palackrögzítő fogantyújához rögzítse. | A palack szorításának nem szabad két szorosnak vagy túl lazának lennie, de megfelelőnek kell lennie |
| Kupak beüzemelés | Lazítsa meg a csillagfogantyú gombját, és forgassa el a kézi szárat a gép hátulján | A kupakolás során ne legyen túl magas vagy alacsony a kupakfej és a palack kupak érintkezése |
A PLC bemenet és kimenet illusztrációi
X1 kupakfelismerés: Ha palackot érzékel, az X1 jelzőfény világít. Ezután megkezdődik a késleltetés, és a késleltetés befejezése után megkezdődik a palack levágása és lezárása.
X0 E-stop: Normál helyzetben az X0 jelzőfény nem világít. Ha lenyomja, a gép leáll, és minden mozgás visszatér az eredetihez.
Y0 záró impulzus: ha az Y0 jelző világít, azt jelzi, hogy impulzus működik.
Y2 lefedési irány: Ha az Y2 jelzőfény világít, azt mutatja, hogy a fedőzár iránya működik.
Y3 szállítószalag motor: Ha az Y3 jelző világít, a szállítószalag fut.
Y4 palackzáró szelep: Ha az Y4 jelzőfény világít, azt jelzi, hogy a palackvágó henger működik.
Y6 zárószelep: Ha az Y6 jelzőfény világít, azt jelzi, hogy a zárószelep működik.
Y7 Palackvágó szelep, Ha az Y7 jelzőfény világít, azt jelzi, hogy a palackvágó henger működik.
Gyakori hibák és hibaelhárítás

| NEM | Hibák | Lehetséges okok | Megoldások |
| 1 | Tápellátás jelzőfény Nem világít vagy világít a teljesítményjelző, de a gép nem mozog | Nincs áramellátási vagy fázisvesztési probléma | Ellenőrizze, hogy nincs-e probléma a bejövő tápegységgel és a szekrényben lévő tápegységgel. |
| 2 | A henger nem, vagy rendellenesen mozog | Levegőellátás van-e | Nyissa ki a levegőellátást |
| A mágnesszelepen nincs feszültség | Ellenőrizze az áramkör állapotát úgy, hogy először ellenőrizze, hogy a szekrényben van-e tápfeszültség a megfelelő munkaállomással. Ha van, akkor ellenőrizze a külső áramkört. | ||
| Fojtószelep nem megfelelő beállításokkal | Állítsa be a fojtószelep értékét úgy, hogy amikor az óramutató járásával megegyezően forog, a henger felgyorsul; ha az óramutató járásával ellentétes irányba forog, a henger fordulatszáma csökken. | ||
| Az időbeállítás paraméterei megfelelőek-e vagy 0. | Állítsa vissza az időbeállításokat | ||
| 3 | A kupak nem szoros | A palack felcsavarása nem szoros, nem forog, vagy a kupakolási idő túl rövid | Állítsa be a palackrögzítő eszközt, vagy növelje a lezárási időt |
Palackok és minták lezárása

Tetszhet
 Automata forgó műanyag palackok kupakoló gép töltősorhoz
Automata forgó műanyag palackok kupakoló gép töltősorhoz- Többfejű üvegpalackok fém alumínium kupak Ropp kupakoló gép
- Automata lineáris 10 fejes gravitációs töltőgép
- Teljes pneumatikus folyékony paszta töltőgép kozmetikai krémhez
- Magas viszkozitású földimogyoróvaj-mézes töltőgép túlnyomásos garattal
- Félautomata pneumatikus olajos folyékony krémtöltő berendezés garattal
- Félautomata mézes paprikaszósz melegítő keverő töltőberendezés
- Alumínium csőragasztós tömítő tömítőgép
- Félautomata felső alsó hevederrel hajtott kartondoboz tömítő berendezés
- Automata H típusú kartondoboz felső-alsó éle összecsukható tömítő berendezés









