
- Modell: VK-MFC
- Töltési térfogat: 1-150 ml
- Teljesítmény: 30-50 Palack/perc
- Kitöltési pontosság: kevesebb, mint ±1%
- Tápellátás: 220V/50Hz (az ügyfél igényei szerint testreszabva)
- Korlátozási arány: több mint 99%
- Leállási arány: több mint 99%
- Címkézési arány: több mint 99%
- Levegőellátás: 1,3 m3/h 0,4-0,8Mpa
- Teljesítmény: 2,0 kw
- Súly: 650 kg
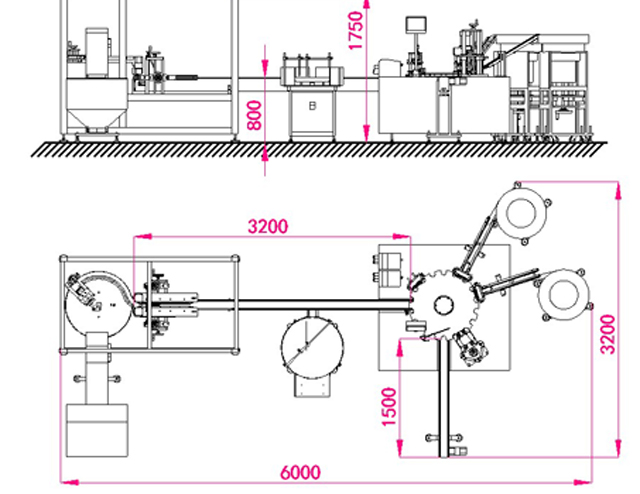
- Mérete: 6000*3200*1750mm
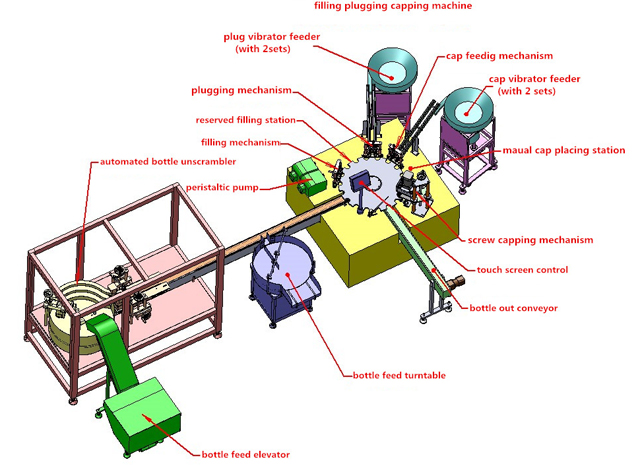
Termék áttekintése kis palackok töltő kupaksorához
Alkalmas 5-100 ml-es folyadék töltésére és lezárására a gyógyszeriparban, a VK-MFC kis dózisú folyadéktöltő gép ésszerű szerkezetű, nagy pontosságú indexelő táblázat a töltéshez, kupakoláshoz, kupaknyomáshoz, precíziós perisztaltikus szivattyútöltéshez; A gépet a PLC vezérli, az egyszerű kezelés és karbantartás előnye. Létezik a rendszer, amely úgy működik, hogy nincs töltés palack etetés nélkül, nincs dugasz palack érzékelő nélkül, nincs kupak dugók nélkül. A rozsdamentes acélból készült töltősor, mint munkafelület, megfelel a GMP szabványnak. A gépben lévő pneumatikus és elektromos kettős rendszerrel vezérelt gép mechanikus erőátvitelt alkalmaz, amely stabil és alacsonyabb energiafogyasztás mellett képes továbbítani a teljesítményt, valamint a pontos pozicionálási jellemzőket. A töltősort különösen a tömeggyártásban használják.
Töltősor alkalmazása:

A töltőzáró címkézési vonal fő műszaki paraméterei:
Modell: VK-MFC
Töltési térfogat: 1-150 ml
Teljesítmény: 30-50 Palack/perc
Kitöltési pontosság: kevesebb, mint ±1%
Tápellátás: 220V/50Hz (az ügyfél igényei szerint testreszabva)
Korlátozási arány: több mint 99%
Leállási arány: több mint 99%
Címkézési arány: több mint 99%
Levegőellátás: 1,3 m3/h 0,4-0,8Mpa
Teljesítmény: 2,0 kw
Súly: 650 kg
Mérete: 6000*3200*1750mm
A töltősor alapvető konfigurációja
| Szám | Tétel | Márka |
| 1 | PLC | MITSUBISHI (Japán) |
| 2 | Henger | AirTAC (Tajvan) |
| 3 | Perisztaltikus szivattyú | Kína |
| 4 | Szállítószalag léc | Kína |
| 5 | Szűkítő doboz | Zhongda (Tajvan) |
| 6 | Érintőképernyő | WEINVIEW (Tajvan) |
| 7 | Elektromágneses | SHAKO (Tajvan) |
| 8 | fotoelektromos | Autonika (Korea) |
| 9 | Hirtelen Stop | Schneider (francia) |
| 10 | Kapcsolatfelvételi anyagok | 316LSrozsdamentes |
| 11 | Relé | OMRON (Japán) |
| 12 | AC kontaktor | Schneider (francia) |
| 13 | Kapcsoló | Schneider (francia) |
| 14 | Inverter | DELTA (Tajvan) |
| 15 | Motor | Shanghai Maily |
Pótalkatrészek monoblokk töltéséhez
| Szám | Tétel | Mennyiség |
| 1 | Kefe | 1 db |
| 2 | Szilasztrúd etetéshez | 2 db |
| 3 | Szilasztrúd a kimenethez | 2 szett |
| 4 | Mágnesszelep | 1 db |
| 5 | Gázkar | 2 db |
| 6 | Üvegszelep | 2 db |
| 7 | Motor szíj | 1 db |
| 8 | Szinkronizáló öv | 1 db |
| 9 | 82,6 mm-es szíjléc | 5 szett |
| 10 | Nyitottvégű villáskulcs | 1 készlet |
| 11 | Hatlapfejű csavarkulcs | 1 készlet |
| 12 | Hornyolt csavarhúzó | 1 készlet |
| 13 | Plusz csavarhúzó | 1 készlet |
| 14 | Csavarkulcs | 1 készlet |
Főbb alkatrészek és működési elv


Palackok unscrambler rendszer
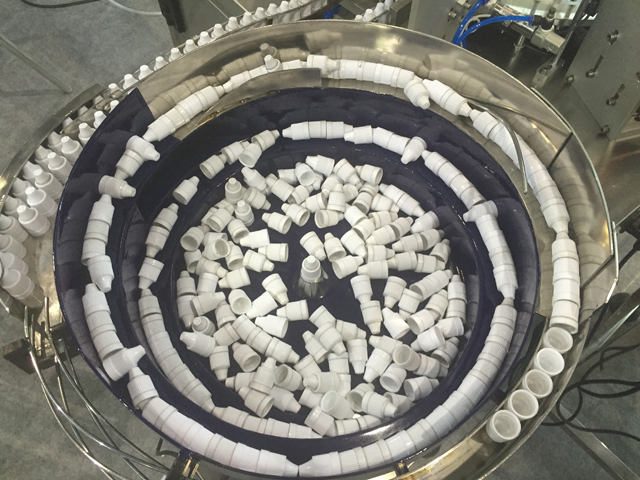

Palackkupak és belső dugó vibrátor
1. A gép olyan alkatrészekből áll, mint szállítószalag, gépvázlat, vibrátor palackokhoz és kupakokhoz, perisztaltikus szivattyú stb.
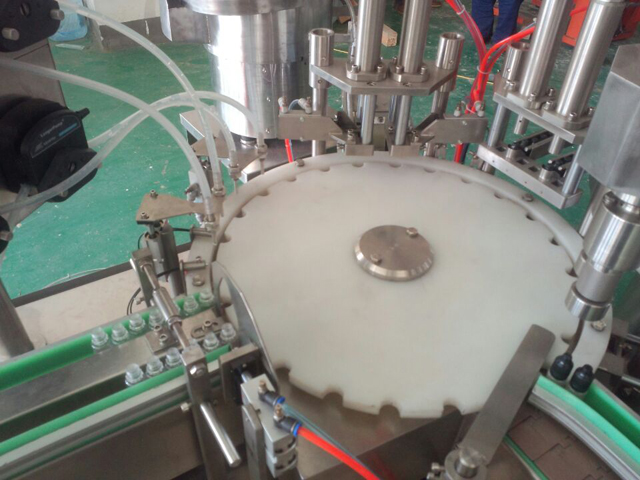
2. Készítsen elő elegendő üveget, dugót, kupakot és folyadékot. A dugóknak és kupaknak teljesen ki kell tölteniük a vibrációs pályákat, valamint a dugaszoló és lezáró munkaállomásokat. A palackokat szállítószalagon kell eljuttatni az indexelő csillagkerékhez, majd a palackokat szakaszosan az indexelő csillagkerék szállítja a töltési, lezárási és lezárási pozícióba.
3. A folyadékot a perisztaltikus szivattyú szívja be, majd a szilikoncsöveken keresztül szállítsa ki. Végül a folyadékot a tűcső tölti be a palackokba, amelyek automatikusan fel-le mozognak. A tűcsövek fel-le mozgatásakor két töltési ciklust kell végrehajtani. A töltést a töltőfúvókák palackokba való ciklikus behelyezése teszi teljessé. A palack nélküli fotoelektromos szemnél, ha nincsenek palackok a munkaállomáson, a perisztaltikus pumpa leállítja a működését, mivel nem észlelhető palack.
4. A dugós vibrációs tál a dugót a dugó behelyező állomásra juttatja, eközben a megtöltött palackokat az indexelő csillagkerék szakaszosan továbbítja a dugaszoló állomás alatti pozícióba.

5. Ezután a henger meghajtja a dugaszbehelyezőt, hogy lefelé ugorjon, és nyomja a dugókat a palackokba. A dugós palackokat az indexelő csillagkerék továbbítja a kupakleeresztő és -záró állomásokhoz
6. A zárófej egészében forog és fel-le mozog. Amikor a palackok megállnak alatta, a lefelé záró kupakfej megragadja a kupakokat, és befejezi a kupakolást. A dugóérzékelő fotoelektromos szemnél, ha nincs palack az állomáson, vagy van palack, de nincs kupak, akkor a kupaknyomó mechanizmus leállítja a mozgást, mivel nem észlelhető a belső dugó. Ezzel elkerülhető, hogy a késztermék belső dugók nélkül maradjon. A kupakolás főként a fel és le forgó mozdulatokkal érhető el. A lezárt palackokat a gép végére szállítják, és készen áll a következő ciklus.
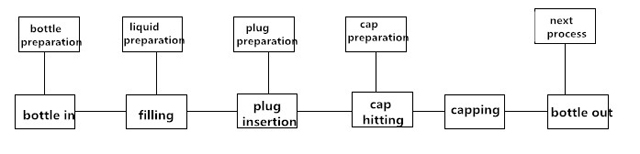
7. A gép munkafolyamata
Karbantartás
1. A gépet ellenőrizni és karbantartani kell a gép meghosszabbításához és a gép működésének optimalizálásához; A működő gépet háromhavonta karban kell tartani; A csapágyat és a hajtómű alkatrészét meg kell kenni a zsírral; A kenést rendszeres időközönként kell elvégezni; A csúszó olajat (N68) naponta kétszer kell adagolni az alkatrészbe, mint például a mozgó mechanizmus vagy az emelés; Az autóolajat (N68) a forgó vagy lengő alkatrészekbe kell önteni; Félhavonta töltse be a zsírt a bütykös nyílásba; Minden hónapban egyszer az olajfúvókához a zsír hozzáadásával;
2. Soha ne használjon fémszerszámokat annak a felületnek a megütésére vagy kaparására, ahol a ragasztás az alkatrészeken, például az alkatrészeken vagy a penészen konglomerálódott.
3. Ha a gép hosszú időre leáll, adjon hozzá zsírt az alkatrészek, például a sebességváltó vagy a csapágyrész kenéséhez; Vízálló védelemmel is kezelje a gépet.
4. Soha ne tegyen semmilyen tárgyat a gépre, nehogy károsítsa a gépet.
5. Rendszeresen tisztítsa meg a port az alkatrészek belsejében, ellenőrizze az összes csavart, és rögzítse a meglazult csavarokat.
6. Bizonyos időközönként ellenőrizze a csatlakozók csavarjait, és ellenőrizze, hogy a csavar rögzítve van-e;
7. Ellenőrizze, hogy nincs-e meglazult állomás az elektromos dobozoktól kifeszített vezetékpályán; Ha az alkatrész túl laza, rögzítse újra a csavart, hogy elkerülje a szigetelőréteg kopását vagy sérülését, ami elektromos szivárgást okozhat;
8. Ellenőrizze a könnyen kopó pattanásokat, és időben cserélje ki a sérültet;
Csomagolás és szállítás
Soha ne fektesse a gépet vízszintesen vagy függőlegesen lefelé; Szerelje szét a gép lábát, és rögzítse az egész gépet a láda aljával. A gépnek mozdulatlanul kell maradnia a ládában, anélkül, hogy a ládáról vagy a rázóállomásról kiszabadulna a szállítás során;
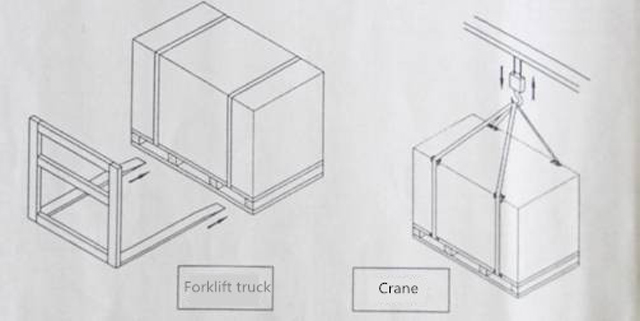
A gép csomagolásának semlegesnek kell lennie; A gép mozgatásakor használja a targoncát vagy a darut, és mozgassa a gépet alulról stabil mozgással; Figyelje meg az alábbi ábrán látható ábrát; a gép felemelése és lengetése során a daru nem érintkezhet a géppel. Rögzítse a gépet 4 db M16X200 csavarral, majd kösse össze a darukat és a csavarokat a gépek emeléséhez és billentéséhez. Eközben párnázza ki a gép alatti védőtárgyakat. Ha szükséges, használja a rugót a stabil emeléshez (az alábbi ábra szerint)
A láda kicsomagolása előtt ellenőrizze, hogy nincs-e sérülés a ládán; Ha bármilyen sérülés történik a ládán, ne nyissa ki a ládát, és azonnal lépjen kapcsolatba a szállító társasággal; Nyissa ki a ládát a szállító dolgozók ellenőrzése alatt, és rögzítse a folyamatot;
Ami a biztonságot illeti, a targonca talajtól való távolságát 1 m alatt kell tartani; Ha daruval mozgatja a gépet, a távolságot 2 és 2,5 méter között kell tartani.
Tetszhet
 Ovális lapos műanyag palackok gördülő címkéző gépek félautomata
Ovális lapos műanyag palackok gördülő címkéző gépek félautomata- Automata 6 fejű dugattyús palacktöltő kupakoló gép samponhoz
- Nagy sebességű kenőcs krém lotion paszta tubustöltő tömítő berendezés
- Félautomata füles kupakok üvegedények palackok tokmány vákuumzáró gép
- Lineáris típusú szalagcsövek Ultrahangos tömítőgép félautomata
- Félautomata krémmézes fogkrémes csőtöltő tömítőgép
- Automatikus zsugorhüvelyes címkéző berendezés gőzzsugor-alagúttal
- 4 fejű szervó olívaolaj dugattyús ROPP fém kupakzáró gép
- Automatikus felső matrica címkéző gép kártyákhoz kupakok fedeléhez adagolóval
- Automata vákuum tejporos kannák tömítőgép nitrogéngázzal









